激光返修设备
2019-05-17
一、 客户需求:
a) 自动化程度较高,主要体现在:
1) 在线进出料;
2) 视觉系统自动拍摄MARK点找坐标;
3) 自动点助焊剂;
4) 自动激光加热;
5) 远红外温度测量与保护;
6) 热氮气氛保护;
自动焊接流程:
1)进料:首先根据需要焊接的FPC(有标准载具)选择相应的焊接参数,调整输送轨道宽度。FPC从上道工序流入,上料感应开关感应到物料后阻挡气缸升起,轨道输送电机启动,FPC被传送到机器内部。到料感应开关感应到物料后顶料气缸把FPC顶起固定;
2)视觉找坐标:CCD高清相机自动拍摄MARK点,并根据输入的坐标数据定位到需要焊接的位置;
3)点助焊剂:点助焊剂机构下降点助焊剂,完成后退回;
4)焊接:激光器自动开启焊接,远红外测温头实时测温。
5)出料:焊接完成后阻挡气缸下降放行,顶料气缸下降松开FPC板,轨道输送电机再次启动,将FPC板输送到机器外部。
补充说明:
1) 设备支持SMEMA协议,可以跟前段和后段相关联设备进行通讯;
2) 设备支持一维码、二维码扫描数据接口;
3) 设备支持激光安全防护相关标准(观察视窗隔离1100纳米以下激光波段、保护罩/门开启时激光自动关闭、激光加热温控上限保护等);
4) 该设备为定制类设备,希望培训专员操作;
5) 单颗LED灯珠加工效率:激光焊接时间:10-15秒(不同FPC反射层不一样,相关参数可能会调整),传送时间:2-3秒,视觉定位时间:1秒,人工输入坐标时间:2秒,点助焊剂:3秒。合计:18-24秒。
*版本更新说明:此版本为V1.2版,相较V1.1版,此版本方案说明书主要更新了头部细节部分,运动结构的优化,增加底部真空吸附台等。
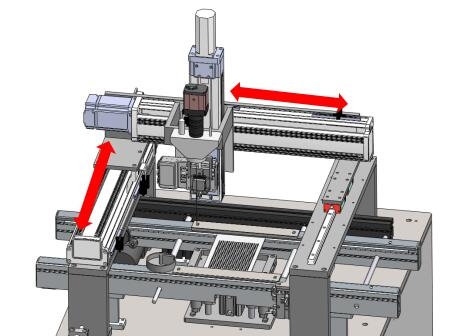
一、 整体结构
激光焊接设备,如下图所示:
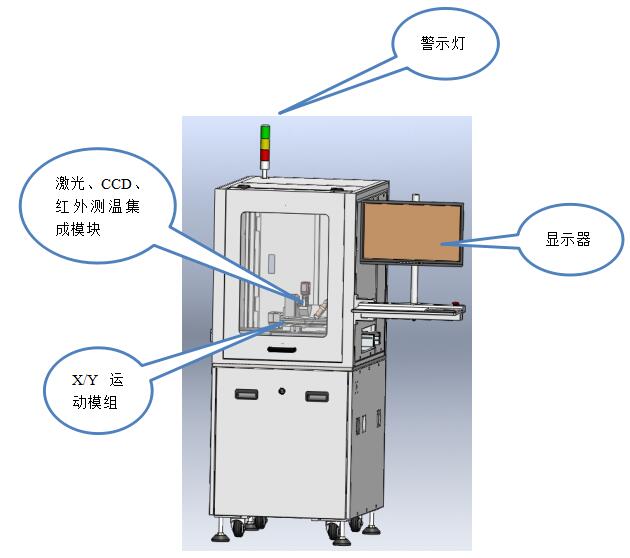
整体机构由上下料输送部分,头部X/Y运动模组,头部集成模块三部分组成。
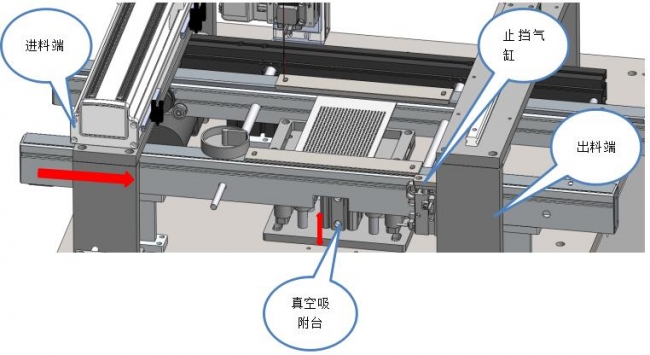
2.1. 上下料输送部分
本部分主要是FPC板自动上下料及焊接工位的停靠。
工作原理:每一款产品第一次焊接时要人工参与,进行示教定位物料的加热位置,输送轨道的宽度等,保存数据后,无需人工参与。
工作流程:进料端感应器感应到物料后,止挡气缸升起,到料感应器感应到后,真空吸附台顶起物料;焊接完成后顶升气缸下降,止挡气缸下降放行。
氮气保护装置固定在输送轨道上部,焊接时会在焊点周围形成氮气保护环境。
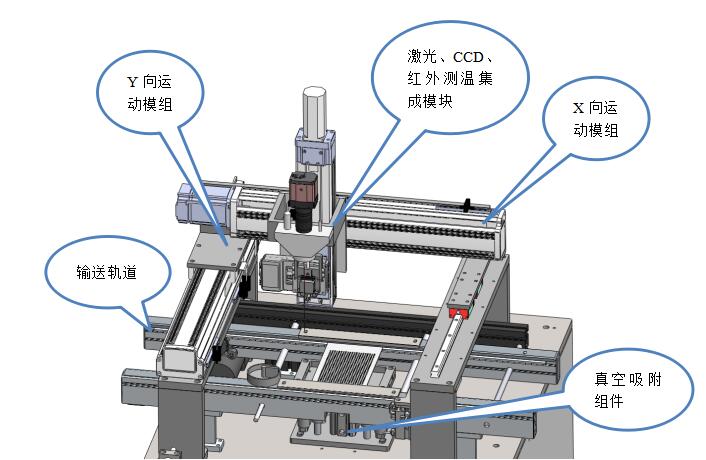
2.2.头部X/Y运动模组
本部分由高精密级模组搭建而成,头部X/Y运动精度可控制在±5微米, 可实现点到点的精确运动。X/Y方向运动行程都有250mm,可驱动头部到达FPC的每一个焊点。
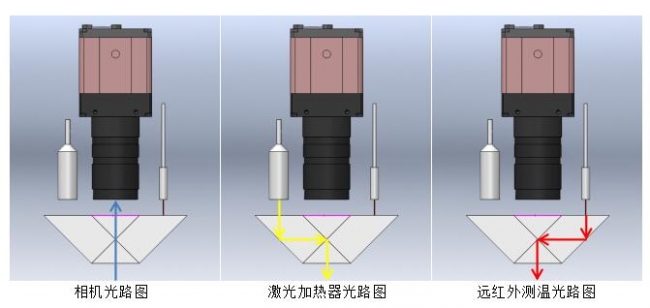
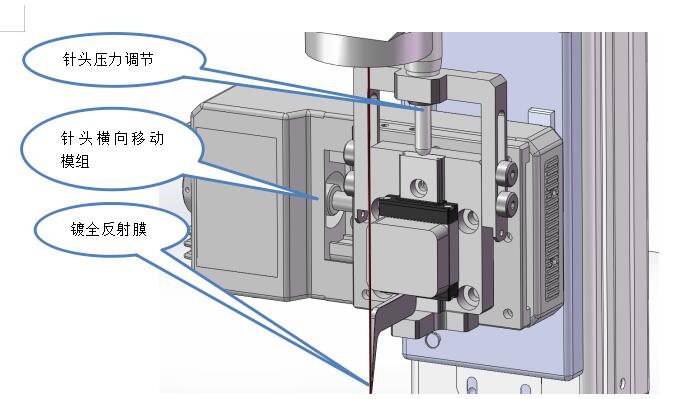
2.3.头部集成模块
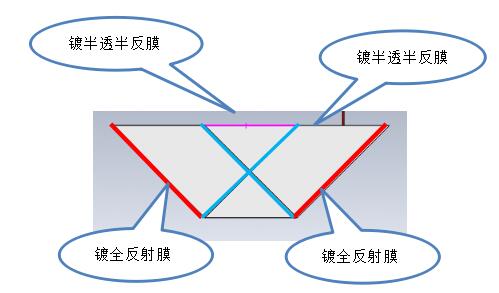
本部分由高清相机、激光加热器、远红外测温、组合棱镜、光源、点助焊剂机构组成。通过组合棱镜对光路的改变,使高清相机、激光加热器、远红外测温三组光线合并到同一个焊点,通过调节点助焊剂机构位置,使助焊剂可以正好点到相机、激光加热器、红外测温正下方的焊点上,只要头部移动到焊点上部,即可在同一个位置完成点助焊剂、对位、焊接、测温。
组合棱镜原理:
点助焊剂原理:
点助焊剂采用沾取式,如下图,针尖移动至放置助焊剂的位置,粘取适量的助焊剂后,移动至焊盘正上方,Z向头部向下移动,当针头触碰到FPC后①,感应器感应到,Z向停止移动,将助焊剂点在焊盘边上。
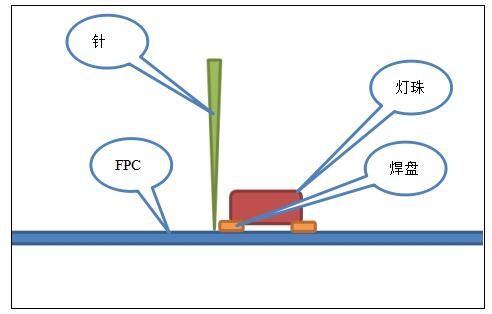
拆焊灯珠原理
头部移动至相应的位置后,针头向下移动,触碰到FPC后,再向上抬到一定高度,悬念在灯珠侧边,激光开启,加热时间到达后,针头横向移动拨动灯珠,使其离开焊盘,真空开启,并将灯珠吸起。如下图。
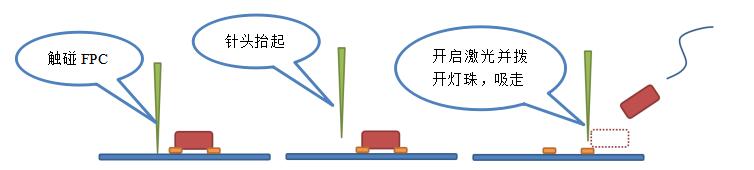
① .针头经过钝化处理,减少对FPC损伤,且针头压力可调,可控制在20~60g之间。
三、机器尺寸及规格参数
设计参数如下(仅供参考):
机器重量
约300KG 实际重量会有较大偏差
输入电源
AC 220V 4.8KW
输入气源
0.3~0.6Mpa(氮气)
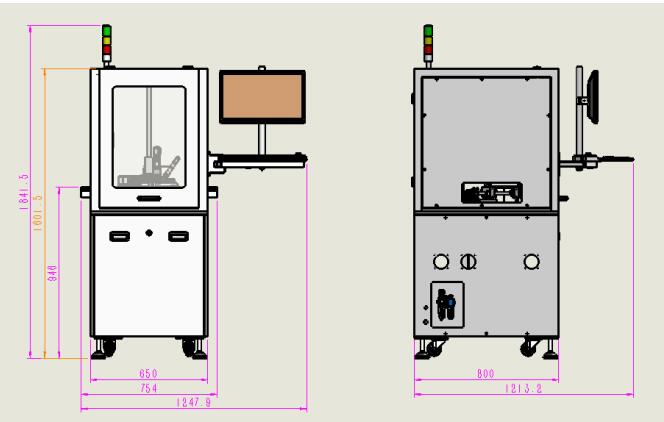
外形尺寸
754*800*1600
尺寸及精度
以客户提供标准样品为准
加热模式
上部激光加热+热氮气保护
控制方式
工控机+PLC
激光温度控制
功率+时间+远红外反馈系统
控温精度
±5℃
定位精度
±0.02mm
芯片焊接功能
用激光加热将返修器件焊接好
芯片去除功能
用激光加热将需去除芯片加热,配合气嘴或其他物理方式将芯片与焊盘进行剥离
报警及保护
区域安全传感器检测人手操作安全
超温报警保护
运动控制
伺服电机+运动模组
 回顶部
回顶部